Value: $32M
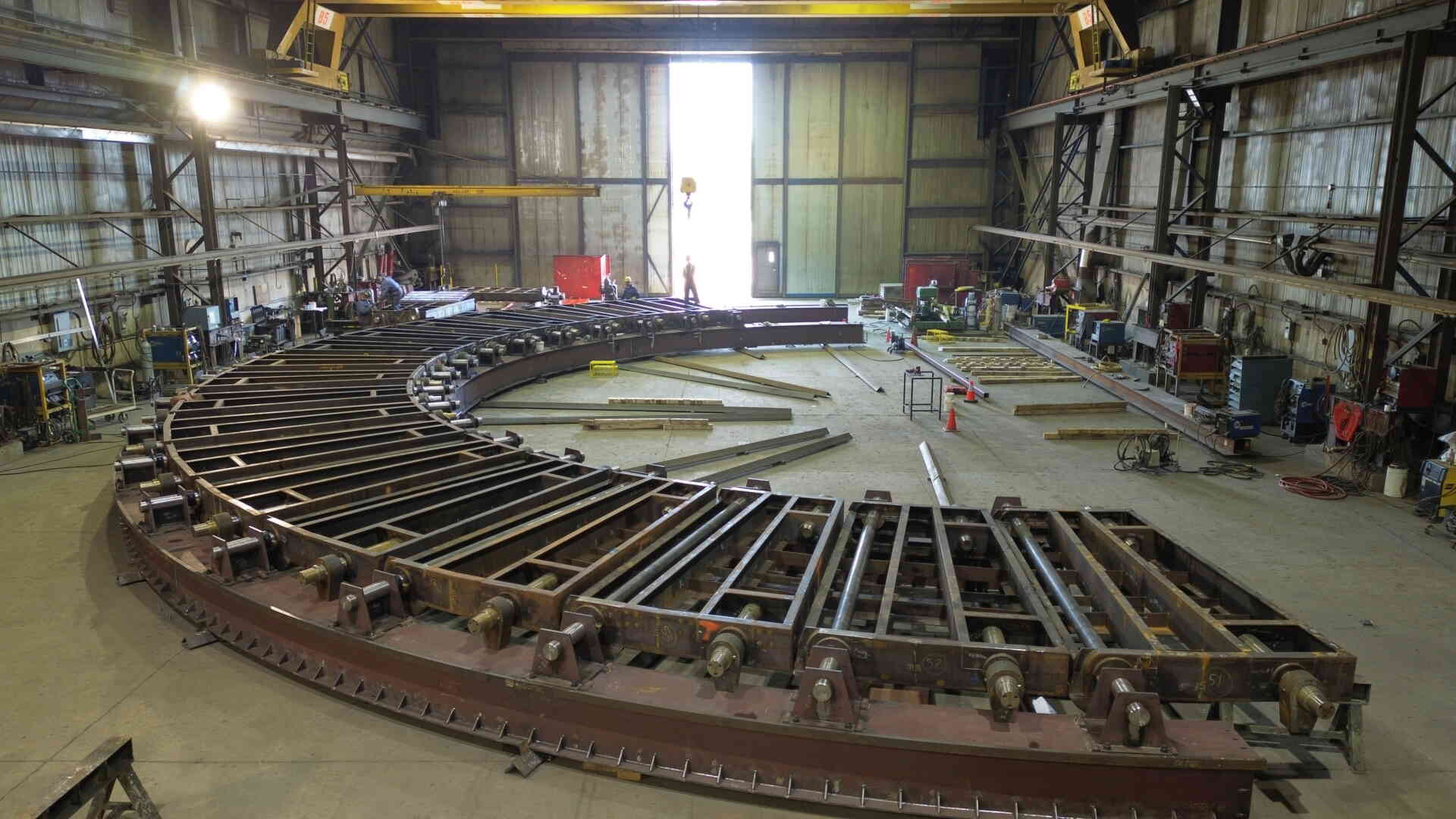
Cooler Ring
Location
Client Name
Cleveland Cliffs – Burns Harbor Sinter Plant
Contractor
Cast Steel Products LP
Tonnage
367
Project Value
$4M
Project Start Date
January 2023
Project End Date
August 2023
About
Burns Harbor, Cleveland-Cliffs’ second-largest U.S. facility, is a fully-integrated steelmaking facility located on the shores of Lake Michigan in Northwest Indiana, 50 miles southeast of Chicago. The location allows for prime access to the Port of Indiana, as well as excellent highway, waterway and rail transport. The plant operates two blast furnaces and can produce 5 million net tons of raw steel annually. Principal products made at this location are hot-rolled, cold-rolled, hot-dip galvanized coils and plate products.
Waiward was awarded the contract in January 2023, includes steel supply and fabrication, machining, and trial assembly.
Waiward Scope of Work
The uniqueness of the project includes a 100 ft diameter ring. Made of forty rolling and pivioting sections supported by 6” diameter steel spokes attached to 18” x 12” formed box girder inner and out girders, covered with 3/8” thick louvre plates with 17,280 formed opening for airflow.
- Source custom and specialty materials from mills and overseas
- Tight tolerance fabrication to support subsequent machining steps
- Machining to within 0.001 on oversized frame, plate, and shaft components
- Die-based forming of 17,280 louvre slots in heavy 3/8” plate
- 18” x 12” formed box girder fabrication (inner and outer ring)
- Dry-fit of all sections, box girders, shafts, and spokes with match drilling, welding, and marking
Creating Solutions
For this project, schedule, maintaining dimensional tolerance, and enabling ease of assembly was of critical importance to meet Burns Harbour planned shutdown in September.
In order to achieve, Waiward developed an intuitive match marking methodology, planned, and utilized specialty laser measurement tools, and developed a method to dry-fit and check within 1mm half the 100 ft diameter ring at a time while maintaining the locating points and 1mm tolerance between each half.
Embracing Change
During project execution, specialty weathering steel from the mill was delayed preventing the on time start of the trial assembly and changes to the scope of the steel design on the louvre plates prevented the originally planned manufacturing process.
To overcome this, Waiward changed plans to dry fit half the ring at a time and onboarded a second machining shop to work online, boring the segments concurrently. Waiward also worked to develop a manufacturable design that provided the required 17,280 formed openings.